202502_埼玉県:製造工場 導電床工事

施工後
施工日:2025年2月
ご要望・問題点

施工前
製造工程で粉を使うようになったため、粉塵爆発を防ぐため、導電塗床に変更したい
■粉塵爆発とは
可燃性の粉塵が空気中に舞い上がり、着火源によって爆発的に燃焼する現象です。これは火災の一種ですが、燃焼が急激かつ広範囲に広がるため、被害が非常に大きくなりやすいのが特徴です。
■粉塵爆発とは
可燃性の粉塵が空気中に舞い上がり、着火源によって爆発的に燃焼する現象です。これは火災の一種ですが、燃焼が急激かつ広範囲に広がるため、被害が非常に大きくなりやすいのが特徴です。
施工条件
工場が止まっている休日で対応をして欲しい
施工期間
工期:2.5日(施工:2日 養生:0.5日)
※養生期間は使用できない期間です。
※養生期間は使用できない期間です。
施工範囲
製造工場の床
施工面積
62㎡
使用塗料
水性エポキシプライマー(Eプライマー)
エポキシ樹脂厚膜塗床材(フロウカラー)
耐衝撃性、耐薬品性、耐摩耗性、美しい仕上
歩行可能時間:18時間
アース用銅板(他社)
物体に発生した静電気を大地に逃がすために必要
導電プライマー(他社)
静電気拡散性や導電性を持つ塗床材を施工する際に、下地と導電層の密着性を高めると同時に、導電性能を確保するために使う専用の下塗り材
上塗可能時間:3~12時間
エポキシ樹脂厚膜導電塗床材(他社)
静電気拡散性や導電性を持つ厚膜タイプの床用塗料で、主に静電気対策が必要な現場に使用
歩行可能時間:12時間
工法
導電流しのべ工法(平滑2.5mm)
施工の流れ
1
施工前
製造商品の変更により、タイル床から導電床に変更
2
下地処理研磨
長年の使用によるタイル床表面の汚れ除去研磨
※塗床の「長寿命化」や「トラブル防止」の多くは、この下地処理の良し悪しにかかっており、仕上げよりも大事とも言われる工程
※塗床の「長寿命化」や「トラブル防止」の多くは、この下地処理の良し悪しにかかっており、仕上げよりも大事とも言われる工程

3
プライマー塗布(ハケ)
タイルと中塗材の密着を高めるために塗布
今回は、磁器タイル用のプライマーを使用
今回は、磁器タイル用のプライマーを使用

4
プライマー(塗布後)
塗布後、約2時間で硬化

5
中塗り(タイル目地の段差をなくす)
タイル目地の段差をなくすとともに、1.5mm程度の厚みを出す
6
アース用銅板接地
電気を逃がすための銅板をエポキシ系接着剤にて接地

7
導電用プライマー塗布(ハケ)
中塗材と仕上材の密着を高めるために塗布
電気を通す専用プライマー
※ローラーで塗れない箇所をハケで塗る
電気を通す専用プライマー
※ローラーで塗れない箇所をハケで塗る

8
導電用プライマー塗布(ローラー)
中塗材と仕上材の密着を高めるために塗布
電気を通す専用プライマー
※広範囲はローラーで塗る
電気を通す専用プライマー
※広範囲はローラーで塗る

9
導電用プライマー(塗布後)
塗布後、6~12時間で硬化

10
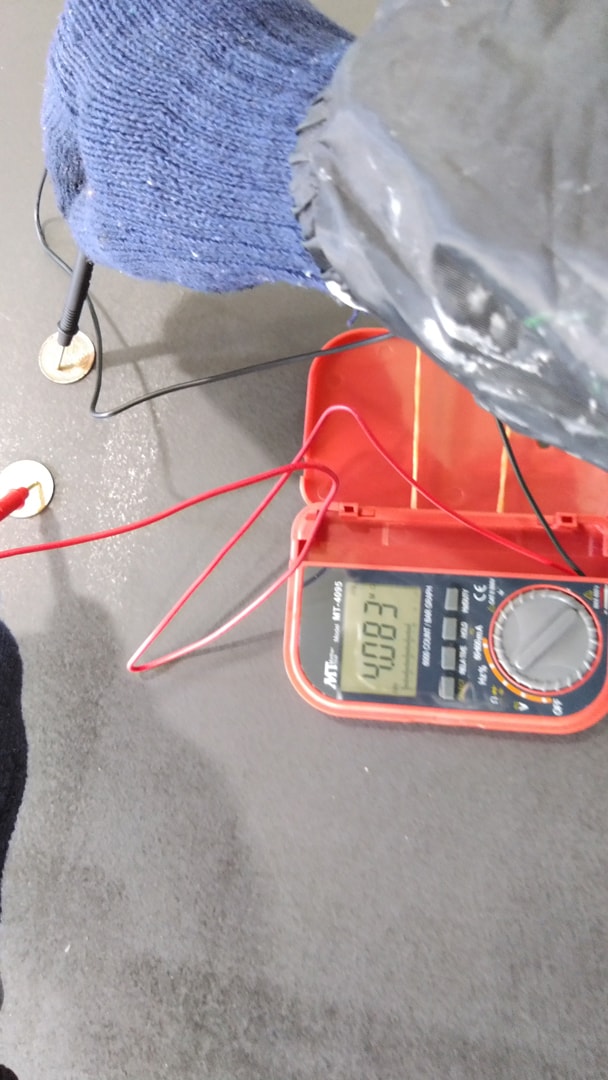
通電検査
床材が規定通りの導電性能(静電気を安全に逃がす性能)を持っているかどうか確認
抵抗値が5KΩ(キロオーム)以下であること
■5KΩ(キロオーム)
「5kΩ」は、導電床の性能として非常に良好な値であり、粉塵爆発対策や静電気管理区域において理想的な導通状態です。(今回は4.08Ω)
抵抗値が5KΩ(キロオーム)以下であること
■5KΩ(キロオーム)
「5kΩ」は、導電床の性能として非常に良好な値であり、粉塵爆発対策や静電気管理区域において理想的な導通状態です。(今回は4.08Ω)
11
エポキシ樹脂厚膜帯電防止仕上
導電性の他に、防塵性、耐摩耗性に優れた
導電床用のエポキシ樹脂厚膜材を使用して仕上塗り
導電床用のエポキシ樹脂厚膜材を使用して仕上塗り

12
施工後
施工後20℃、約12時間で軽歩行が可能
※気温や湿度によって硬化時間は変動します
※気温や湿度によって硬化時間は変動します
参考価格
参考価格:9,000円~/1㎡あたり
※記載の価格は300㎡以上を基準としています。
※別途、諸経費がかかります。
※記載の価格は300㎡以上を基準としています。
※別途、諸経費がかかります。
備考・詳細
以下のような環境では、静電気の発生による火災・爆発リスクや、粉塵・微粒子の付着・拡散、精密機器の誤動作・故障といった問題が懸念されるため、静電気防止対策が重要となります。
製粉工場(小麦粉など)
金属粉を扱う工場(アルミニウム、マグネシウム等)
プラスチック・ゴムの製造・加工現場
食品工場(砂糖、ココア、コーンスターチなど)
クリーンルーム(医療・製薬・電子関連など)
電子部品の製造工場
コンピュータールームやデータセンター